Giải pháp
Ứng dụng của VEICHI AC60 trong dây chuyền sản xuất vải sọc màu nhựa
Th11
- Giới thiệu
Là một loại sản phẩm nhựa, vải nhựa sọc màu được sử dụng rộng rãi trong công nghiệp, nông nghiệp, xây dựng, đóng gói, vận tải và các lĩnh vực khác. Nó chủ yếu sử dụng propylene và polyethylene làm nguyên liệu thô và tạo thành sản phẩm sau khi gia nhiệt, ép đùn, cạo, cuộn, dệt và phủ. Nhà máy sản xuất phim nhiều lớp Jieyang Shuangfeng chủ yếu sản xuất các thông số kỹ thuật khác nhau của vải sọc màu. Bài báo này sử dụng dây chuyền sản xuất vải sọc màu làm ví dụ để mô tả quy trình sản xuất chính, thành phần của từng bộ phận của dây chuyền sản xuất và nguyên lý làm việc tương ứng, và sử dụng biến tần dòng Wei Chuang AC60 Ví dụ, ứng dụng của công nghệ điều chỉnh tốc độ chuyển đổi tần số trong dây chuyền sản xuất sọc màu được giới thiệu chi tiết.
- Quy trình sản xuất và thiết bị chính của vải sọc màu
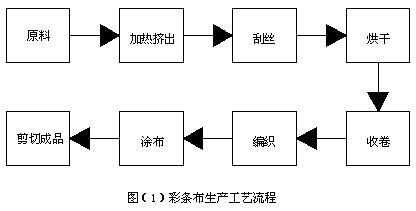
Vải nhựa sọc màu chủ yếu được làm từ nguyên liệu thô là propylene và polyethylene, được ép đùn thành màng nhựa bằng máy đùn trục vít, màng nhựa được cạo, nung nóng, kéo căng và thu lại thành trục quay. Sau khi khung dệt dệt sợi tơ thành vải sọc màu, nó được đưa đến máy tráng để dán và phủ nhằm cải thiện độ bền, khả năng chống mài mòn và tính năng chống thấm của vải sọc màu nhựa. Quy trình sản xuất được thể hiện trong Hình (1):
- Thành phần và điều khiển điện của từng bộ phận của dây chuyền sản xuất sọc màu
Biết được từ quy trình sản xuất sọc màu trên, thiết bị dây chuyền sản xuất của công ty chủ yếu bao gồm bộ phận máy kéo màng nhựa phẳng, bộ phận cuốn, bộ phận dệt, bộ phận phủ, v.v. Nguyên lý làm việc của từng bộ phận và phương pháp điều khiển điện của nó được giới thiệu dưới đây.
3.1 Máy vẽ màng phẳng
3.1.1 Thành phần đơn vị của máy vẽ màng phẳng
Bộ phận máy kéo màng phẳng là quá trình sơ bộ sản xuất vải sọc màu, chủ yếu làm nóng và đùn vật liệu dạng viên thành màng nhựa. Sau khi màng nhựa được làm nguội, cạo, sấy khô, kéo và kéo căng, kéo và tạo hình, bộ phận quấn được sử dụng để quấn lại. Thiết bị sử dụng máy kéo màng phẳng SJ-65/30 do Công ty Changzhou Chengchuang sản xuất, chủ yếu bao gồm máy đùn trục vít, két nước làm mát, thiết bị cạo dây, thiết bị gia nhiệt, kéo và định hình lực kéo, v.v. Thiết bị được thể hiện trong Hình (2 ) Như hình. Trong số đó, các thông số chính của máy đùn trục vít như sau:
Đường kính trục vít: ф65
Chiều rộng màng phẳng: 700mm
Tỷ lệ chiều dài và đường kính trục vít: 30: 1
Kích thước sợi phẳng: 600D ~ 2000D
Công suất truyền động trục vít: 45kW
Công suất đùn tối đa: 150kg / h

Nguyên liệu thô được máy đùn làm nóng chảy và tạo thành màng, sau khi làm nguội bằng bể nước, dây được chia ra bởi thiết bị cạo, dây được kéo căng và thu lại bằng con lăn kéo quấn. Theo yêu cầu của quy trình sợi dẹt, sợi dẹt thường được kéo từ 3 đến 5 lần trước, sau đó được rút lại và định hình khoảng 1 đến 2%. Thiết bị này sử dụng kéo dài ba giai đoạn. Cuộn kéo dài giai đoạn đầu và cuộn kéo dài giai đoạn hai được làm nóng và kéo căng và định hình, và giai đoạn thứ hai và thứ ba được thu lại và tạo hình. Sơ đồ của thiết bị gia nhiệt lực kéo cuộn dây được thể hiện trong Hình (3) ) Như hình. Trong đó, lực kéo 1, lực kéo 2 và lực kéo 3 lần lượt được dẫn động bởi ba động cơ và được điều khiển bởi ba biến tần. Theo yêu cầu của quy trình, tốc độ giữa hai bộ kéo có thể được điều chỉnh bất kỳ lúc nào để đạt được việc kéo dây phù hợp.
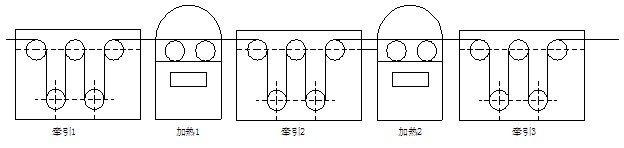
Hình (3) Sơ đồ cấu tạo của thiết bị gia nhiệt bằng lực kéo dây quấn
3.1.2 Điều khiển điện của đơn vị máy vẽ màng phẳng
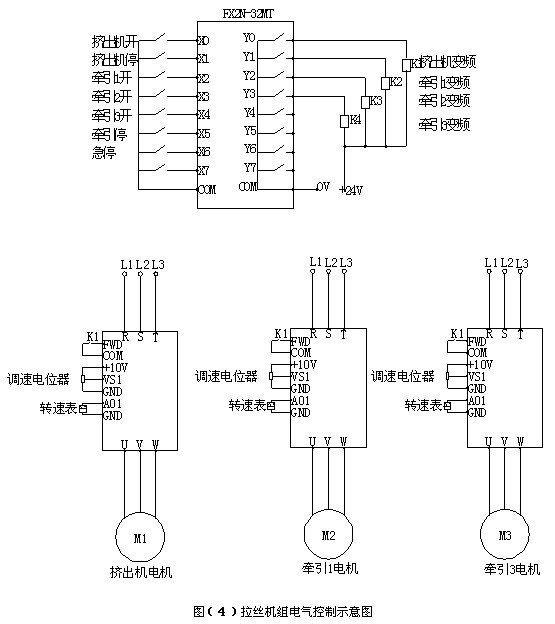
Trong bộ phận vẽ màng phẳng, thiết bị đùn và kéo được điều khiển bằng bộ biến tần + PLC. Trong số đó, PLC sử dụng Mitsubishi FX2N-32MT và bộ biến tần sử dụng dòng Flextronics AC60-G. Mô hình cụ thể được trình bày trong Bảng (1). Hình (4) trình bày sơ đồ điều khiển điện của bộ kéo dây.
|
đơn vị |
Máy đùn màng phẳng |
Lực kéo 1 |
Lực kéo 2 |
Lực kéo 3 |
|
Công suất động cơ |
45kW |
11kW |
11kW |
7,5kW |
|
Lựa chọn biến tần |
AC60-T3-045G |
AC60-T3-011G |
AC60-T3-011G |
AC60-T3-07.5G |
|
Bộ điều khiển |
FX2N-32MT |
Bảng (1) Bảng lựa chọn biến tần cho đơn vị máy kéo dây
Việc khởi động và dừng máy đùn, bộ biến tần lực kéo 1, lực kéo 2 và lực kéo 3 được điều khiển bằng PLC. Tín hiệu điều khiển tốc độ của từng bộ phận được đưa ra bởi một chiết áp bên ngoài. Kéo dài và thu lại để định hình.
3.2 Bộ phận cuộn dây
3.2.1 Thành phần của bộ phận cuộn dây
Các sợi được làm nóng, kéo dài, rút lại và sợi định hình được chia và quấn thành thỏi bằng máy cuốn, và được cung cấp cho bộ phận đan tiếp theo để đan. Máy quấn dây có cấu tạo chủ yếu là các bộ phận dây quấn, khung, hộp điện, cơ cấu truyền động và trục quay.
Máy quấn dây được cấu tạo chủ yếu bởi các trục quay theo yêu cầu, thường là từ ba đến năm lớp. Máy cuộn được cấu tạo bởi 4 lớp trục chính (75 mỗi lớp, tổng cộng 300 trục chính), mỗi trục chính được dẫn động bởi động cơ mômen ba pha 220V và động cơ mômen trục chính được điều khiển bởi bộ điều khiển động cơ mômen. Cũng có thể sử dụng bộ biến tần Flextronics AC80 và động cơ không đồng bộ thông thường thay cho động cơ mô-men xoắn và bộ điều khiển động cơ mô-men xoắn, đồng thời sử dụng điều khiển mô-men xoắn cho cuộn dây. Cơ cấu chuyển động qua lại được điều khiển bởi động cơ không đồng bộ ba pha 380V và được điều khiển bởi bộ biến tần AC60 để đạt được chuyển động tần số xoay. Bằng cách này, chỉ tơ có thể quấn đều trên suốt chỉ, bề mặt suốt chỉ nhẵn, không có lớp lồi ở hai đầu.
Chế độ điều khiển biến tần của con lăn kéo cũng giống như của máy đùn, sử dụng điều khiển dừng khởi động đầu cuối bên ngoài và chế độ điều chỉnh tốc độ điện áp bên ngoài.
3.2.2 Điều khiển điện của bộ phận cuộn dây
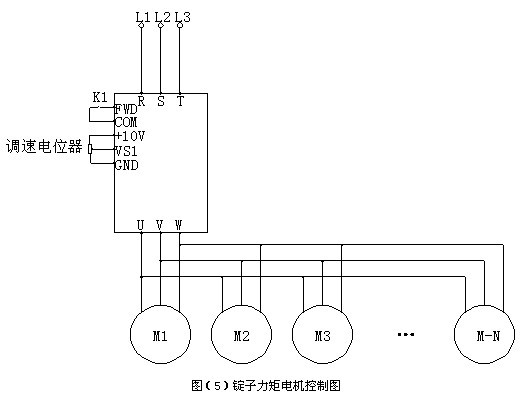
Bộ truyền động điện của máy cuộn chủ yếu bao gồm một động cơ trục chính và một động cơ truyền động ngang. Động cơ trục chính sử dụng động cơ mômen xoắn, khi dây bị tắc, dòng điện sẽ không thay đổi đột ngột và không gây cháy động cơ. Động cơ mô-men xoắn trục chính của máy cuộn dây của dây chuyền sản xuất này sử dụng điều khiển SCR, tổng dòng điện chạy của động cơ khoảng 44A và điện áp động cơ khoảng 150V. Hình (5) là sơ đồ điều khiển mô-men xoắn trục chính:
Cơ chế truyền động ngang qua lại của máy đánh cuộn được dẫn động bởi động cơ không đồng bộ xoay chiều 7,5kW và được điều khiển bởi bộ biến tần AC60-T3-7R5G. Theo đặc điểm của quy trình, chức năng điều khiển tần số xoay của biến tần được sử dụng để dây có thể được quấn đều và trơn tru trên suốt chỉ và sẽ không có lớp lồi ở cả hai đầu của dây. Khởi động và dừng của biến tần được điều khiển thông qua các thiết bị đầu cuối bên ngoài, và tần số được đặt bằng tần số xoay.
3.3 Bộ phận dệt dải màu
Sau khi sợi tơ được quấn thành thỏi, chủ yếu cung cấp cho đơn vị dệt kim, hiện nay hầu hết các cơ sở sản xuất đều sử dụng máy dệt kim tròn để đan vải nhựa sọc màu. Theo chiều rộng của dệt, máy dệt tròn nói chung có 4 con lăn, 6 con lăn, 8 con thoi và 10 con thoi, cấu tạo chủ yếu là giá đỡ sợi dọc, khung, thiết bị đan, con lăn kéo và con lăn quấn. Trong số đó, bộ phận đan là bộ phận chính của khung dệt tròn. Thiết bị dệt kim được cấu tạo bởi một động cơ, một hệ thống truyền động, một cơ cấu chia dây và một cơ cấu đẩy con thoi. Bộ truyền động điện của máy dệt tròn mới hiện có cũng áp dụng chuyển đổi tần số để thực hiện điều chỉnh tốc độ vô cấp. Nguyên lý hoạt động của máy dệt tròn sẽ không được mô tả chi tiết trong bài viết này.
3.4 Bộ phận tạo màng phủ
Sau khi sợi tơ được dệt thành vải sọc màu bằng máy dệt tròn, cần phải tráng. Chủ yếu phủ polyetylen hoặc polypropylen làm màng nhựa nguyên liệu trên vải sọc màu để vải sọc màu không bị rỉ hoặc hở keo, đồng thời nâng cao độ bền và chống mài mòn của vải sọc màu. .
3.4.1 Thành phần của máy sơn
Máy tráng phim chủ yếu bao gồm thiết bị tháo cuộn, thiết bị điều chỉnh độ lệch, thiết bị đùn, máy đùn, thiết bị làm mát, thiết bị cắt và cuộn, vv Sơ đồ cấu tạo như sau.

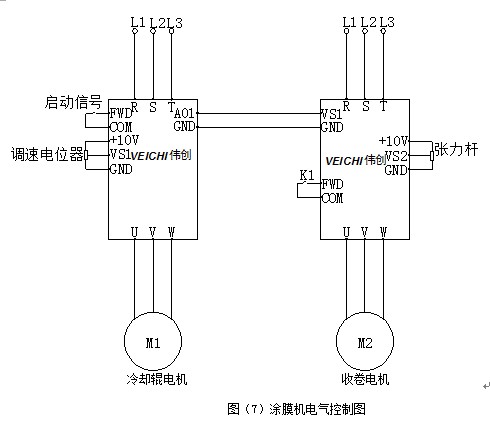
Sau khi vải sọc màu được làm nóng trước bằng trục gia nhiệt 3, nhựa nóng chảy được đùn ra bởi máy đùn 5 và chảy lên vải sọc màu giữa trục lăn silicone 4 và trục lăn làm mát 6, bao gồm trục lăn silicone và trục lăn làm mát. Sơn đùn. Trong số đó, con lăn làm mát là con lăn dẫn động, áp dụng điều chỉnh tốc độ chuyển đổi tần số; con lăn silicone là con lăn dẫn động, được dẫn động bởi ma sát giữa chúng; con lăn cuộn dây cũng được điều khiển bằng cách chuyển đổi tần số và tốc độ động cơ cuộn dây được điều chỉnh bất kỳ lúc nào tùy theo vị trí của thanh căng. Điều khiển điện như sau.
3.4.2 Điều khiển điện của
máy tráng phim Phần điều khiển điện của máy tráng phim chủ yếu bao gồm động cơ trục vít đùn, động cơ trục lăn làm mát và động cơ trục cuốn, và mỗi bộ phận sử dụng điều khiển tốc độ chuyển đổi tần số. Trong số đó, phương pháp điều khiển chuyển đổi tần số của máy đùn cũng giống như của máy đùn trong đơn vị vẽ màng phẳng, vì vậy sẽ không nhắc lại ở đây. Bộ phận chính của bộ phận bọc phim là bộ phận điều chỉnh tốc độ của động cơ con lăn làm mát và động cơ con lăn quấn. Theo yêu cầu của quy trình, khi đường kính cuộn dây tăng lên, tốc độ của động cơ cuộn dây cần phải giảm dần để duy trì cùng tốc độ tuyến tính. Vì sức căng của cuộn dây vải sọc màu không cao, một thanh căng được sử dụng giữa trục làm mát và trục quấn để đạt được điều khiển tốc độ tuyến tính không đổi. Động cơ con lăn làm mát là 22kW, động cơ không đồng bộ 4 cực và động cơ con lăn cuộn dây là 11kW, động cơ không đồng bộ 4 cực. Các biến tần AC62-T3-022L và AC62-T3-011L được chọn lần lượt như trong Hình (7). Bộ chuyển đổi tần số con lăn làm mát cung cấp tín hiệu điều khiển tốc độ thông qua chiết áp bên ngoài và tín hiệu đầu ra tương tự (0 ~ 10V) và tín hiệu phản hồi vị trí thanh căng (-10V ~ 10V) được sử dụng làm tín hiệu cài đặt điều khiển tốc độ của bộ biến tần cuộn dây. Chức năng kết hợp thông qua kép được sử dụng. Khi thanh căng ở trên vị trí cân bằng, tần số của biến tần cuộn dây tăng lên và khi thanh căng ở dưới vị trí cân bằng, tần số của biến tần cuộn dây giảm, để giữ cho trục làm mát và cuộn dây ở cùng tốc độ tuyến tính.
Bốn, gỡ lỗi các vấn đề cần chú ý
Dây chuyền sản xuất vải sọc màu bao gồm nhiều đơn vị khác nhau, và mỗi đơn vị có yêu cầu quy trình khác nhau nên việc điều khiển điện tương đối phức tạp. Hầu hết dây chuyền sản xuất này áp dụng công nghệ điều chỉnh tốc độ tần số thay đổi và sử dụng các chức năng điều khiển khác nhau của biến tần. Khi gỡ lỗi, bạn nên nắm rõ các yêu cầu điều khiển quá trình sản xuất và các chức năng tương ứng của biến tần. Theo cách gỡ lỗi tại chỗ, cần lưu ý những vấn đề sau.
4.1 Lựa chọn
biến tần của máy quấn dây Khi chọn biến tần trước hết phải hiểu rõ đặc tính của từng tải đơn vị, từ đó chọn biến tần phù hợp theo đặc tính của tải. Trong dây chuyền sản xuất này, máy cuộn được điều khiển bằng bộ biến tần thay vì động cơ mômen điều khiển bằng thyristor. Dòng điện của máy cuộn khoảng 44A trong quá trình hoạt động bình thường. Do đó, biến tần AC80 cộng với động cơ không đồng bộ ba pha được lựa chọn ở đây để thay thế sơ đồ cuộn dây động cơ mômen ban đầu. Mỗi biến tần điều khiển một động cơ thông thường và sử dụng chế độ điều khiển mô-men xoắn để tua lại. Độ chính xác của điều khiển và tốc độ phản hồi được cải thiện đáng kể so với động cơ mô-men xoắn. Để biết các phương pháp thay thế chi tiết, vui lòng tham khảo “Sơ đồ Ứng dụng Thay thế Mô-men xoắn bằng Biến tần Vectơ Flextronics AC80”.
4.2 Tua lại và gỡ lỗi bộ phận phủ phim
Theo kinh nghiệm vận hành thử tại chỗ, việc vận hành thử biến tần nói chung được thực hiện theo nguyên tắc “thứ tự trước, sau nhiều hơn, nặng nhẹ trước”, tức là trong quá trình vận hành thử thiết bị dây chuyền sản xuất, mỗi tổ máy được gỡ lỗi riêng biệt và mỗi tổ máy được gỡ lỗi phù hợp trước khi thực hiện nhiều tổ máy. Đối với gỡ lỗi chung, xe trống được gỡ lỗi bình thường trước khi tải được gỡ lỗi. Bởi vì độ căng của cuộn dây vải sọc màu không cao, tín hiệu đã cho và thanh căng có thể được sử dụng để đạt được điều khiển bộ biến tần của cuộn dây. Hầu hết các trường hợp cuộn dây khác đều yêu cầu sử dụng bộ biến tần có chức năng kiểm soát độ căng để điều khiển.
Tóm tắt
Vải sọc màu là sản phẩm nhựa được sử dụng phổ biến trong đời sống của chúng ta, có ứng dụng đa dạng, do phát huy công nghệ điều tốc chuyển đổi tần số nên các loại máy móc ngành nhựa áp dụng công nghệ điều tốc chuyển đổi tần số. Một mặt giúp nâng cao độ chính xác của sản phẩm, mức độ tự động hóa thiết bị và hiệu quả công việc. Mặt khác, nó làm giảm chi phí bảo trì thiết bị và đạt được hiệu quả tiết kiệm năng lượng nhất định.